能品汇
¥366.00
直缝钢管厂家与L290材质TPEP防腐钢管价格关键词
沧州汇都管道有限公司
河北沧州市 · 付款后3天内
TPEP防腐钢管具有良好的可靠性能,一般情况下普通水水管道口径大,一旦发生爆管或漏水事故,浪费大,给居民造成的影响大,考虑管材质量及承压能力,及连接的可靠性。对自来水水质的标准已靠近国际标准,管道的造价要从全周期的角度综合考虑,不仅要考虑管材费用,还要考虑管材的安装施工,其后的运行费用以及使用寿命。居民对供水水质的要求也越来越高,TPEP是一种防腐结构,是zui新一代应用于长距离输水管道的防腐形式,与传统输送管道对比,具有诸多优势特点,管道外防腐为3PE,管道内防腐为熔结环氧粉末,管道内壁的防腐标准达到了食品级.生产的TPEP防腐钢管工程按照国家标准施工可以埋地使用50年保证管道正常使用.在附着力方面热熔结环氧同时具有机械篏合.化学键.扩散.静电结合力.而液体环氧只有机械嵌合力.热熔结环氧的涂层厚度在300-500um.具有很强的耐磕碰.耐腐蚀.耐磨.耐冲击性能.而液体环氧在30-80um.防锈不防腐.不耐水冲刷.起减阻作用.热熔结环氧的涂层摩擦系数为0.0086左右.使用寿命在50年左右.而液体环氧在0.012左右.使用寿命只有3-5年.内涂层为饮用水级别的管道,防止发生二次污染供水管网投入运行费用是耗电,线路长,降低管网运行耗能的因素,优先选用管道粗糙系数小的管材。
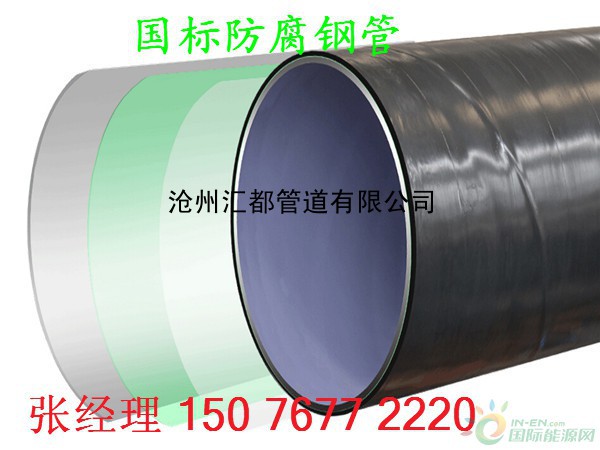
TPEP防腐钢管外3PE内熔结环氧复合钢管(又称TPEP防腐管道)是在外聚乙烯内熔结环氧复合钢管的基础上升换代产品,是目前埋地长输管线z进的防腐形式。是广汇管业有限公司借鉴国外先进防腐技术和公司30年防腐经验的基础上,自主开发的四代大口径管道新型防腐生产线,外壁采用热熔结缠绕工艺底层环氧树脂、中间层胶黏剂、外层聚乙烯形成三层结构的防腐层,内壁采用热喷涂环氧粉末防腐方式,将粉末经高温加热熔结后均匀地涂敷在管体表面上。大提高了涂层附着力及涂层厚度,增强了耐磕碰,耐腐蚀的能力。可以进行2PE、3PE、内外涂热熔环氧、内环氧外PE/2PE/3PE等产品的生产,且内外涂的产品均可以实现同时涂敷和固化,一次性成膜。该产品于2009年获取实用新型专利。2010年获得火炬项目。外三层聚乙烯内熔结环氧防腐钢管填补了国内钢管z佳防腐的空白,价格与单层聚乙烯内熔结环氧复合钢管相差无几,耐腐蚀能力提高了3至5倍。熔结环氧粉末防腐钢管熔结环氧粉末又称热固性环氧树脂重防腐粉末,是一种以空气为载体进行输送和分散的固体材料,将其施涂于经预热的钢铁制品表面,熔化、流平、固化形成一道均匀的涂层防腐是在高温下形成的重防腐涂层。该涂层具有涂敷操作简便、无污染、涂层抗冲击和抗弯曲性能好、耐温性高等优点。
TPEP防腐钢管优势:
1、TPEP钢管价格较贵但糙率低,在相同流量下所需TPEP钢管比球墨铸铁管口径小。如本工程球墨铸铁管口径需DN1200mm,每米价格2200元;TPEP钢管只需DN1000mm就行,每米价格1920元。这样用TPEP钢管反而比球墨铸铁管投资省。
2、TPEP钢管不同于一般钢管,它已作了内外防腐,且防腐对饮用水无任何危害。
3、TPEP钢管抗水锤能力比球墨铸铁管强。
4、两种管材对基础的要求基本相同。
5、在施工方面TPEP钢管是焊接,技术要求较高,施工进度慢些;球墨铸铁管是插接,技术要求一般,施工进度快些,但需设支墩较多。
6、相同工况下,TPEP钢管管径比球墨铸铁管降低一个尺寸,相应管道沟土石方开挖量、临时占地、管件尺寸、占青都相应减少。经综合考虑性价比和施工难易程度,本次供水单元输水管径>DN800管材选用TPEP钢管(外3PE内熔结环氧钢管);
操作工艺流程及要点1、连接部位前处理(1)采用角磨机清理掉管道连接处裸露钢管的毛刺、焊渣、焊瘤、锈迹、残留涂层、油泥等,务必清理干净,做到表面光洁,且达到st3级。(2)将连接处两侧的坡口进行打毛处理,每侧聚乙烯层打毛的宽度控制在10~15cm(含坡口),涂层打毛时不得破坏涂层使之露出底材。(3)用毛刷将清理下来的碎屑清理掉,务必清理干净,否则将影响修补层的结合力。(4)修补区若受潮或有水分,必须先采取措施干燥后,再进行前处理。(5)前处理至刷底漆时间间隔不得超过30分钟,间隔期间若前处理的部位受到二次污染,必须重新进行前处理。2、刷底漆(1)按照底漆的使用说明,将双组分及稀料按比例混合,搅拌均匀。(2)用毛刷蘸上底漆,在管道连接的裸露处进行刷涂。刷涂厚度以刚好遮住底材为宜,一般厚度在120~150um,不准露出底材,也不准超过厚度。(3)坡口处露出的环氧涂层要刷涂底漆,但聚乙烯层不得刷涂底漆。(4)待底漆表干后,便可进行缠绕热收缩套。若底漆表干较慢,可采用电热灯泡照射加速表干,不可用火烤等方式加速表干,否则破坏漆膜影响结合力。(5)建议焊接后即进行外修补,利用焊接的余热,即可保证前处理在露点以上,又可加速底漆表干,但要在焊接处温度降至80度以下再进行施工。(6)刷完底漆,将毛刷用稀料清洗干净,准备下次使用。3、缠绕热收缩套(1)漆膜表干后应立即进行缠绕热收缩套,间隔时间不得超过10分钟。(2)热收缩套的宽度,应确保缠绕后能完全盖住两侧打毛的部位,一般来说控制厚度大于钢管裸露部分宽度+两侧打毛的宽度5~10cm。(3)去除热收缩套上的薄膜或牛皮纸,将热收缩套一端10~15cm长度内的热熔胶面,用烘烤枪的火焰加热,确保边角都得到均匀加热。(4)待热熔胶发软、变亮立刻停止加热,然后迅速将融化的热熔胶一面按压在连接处,热收缩套要完全盖住两侧打毛的区域,并用辊轮从中线向两侧辊压,赶走粘接处的气泡,使之固定。加热时要防止过度加热,否则会破坏热熔胶层,影响附着力。(5)将热收缩套沿管道周向包卷缠绕,缠绕时务必要拉紧,并保持热收缩套的中线与管道连接缝隙平行。(6)然后将热收缩套的另一端的热熔胶层10~15cm烤软、发亮,然后迅速与前端粘贴搭接在一起。搭接长度要求超过8cm。4、质量要求(1)热收缩套表面应光滑、无褶皱、无气泡,表面无烧焦碳化现象。(2)热收缩套与环向焊缝、原坡口防腐层贴合紧密,无缝隙。(3)热收缩套与PE涂层搭接不低于10cm,热收缩套周向搭接不低于8cm。(4)冷却后,在热收缩套两边缘应有热熔胶均匀溢出。(5)其他要求参考GB/T23257
- 规格:630*8
- 规格:820*12
- 规格:426*8
- 起订:1吨
- 供应:50000吨
- 发货:3天内

